

热锻三通管件压力机成型工艺方法
热锻三通管件压力机成型工艺方法
热锻三通管件压力机是用于碳钢、不锈钢管材制成三通的专用压力机,管内采用液体拉伸成型,本机采用PLC控制,压制产品时具有同步性高,操作方面等特点,设备并配有超高压溢流阀和增压器,能满足各种规格三通的成型。

热锻三通专用框架式压力机
热锻三通管件压力机具有独立的动力机构和电气系统,布标采用PLC可编程序控制器,可实现点动,手动,半自动,全自动四种操作方式,全自动功能具有模腔注油,增加,泄压部分采用液压控制技术,增加了安全性和可靠性,机器布局合理,工作可靠,生产效率高,制品质量好。
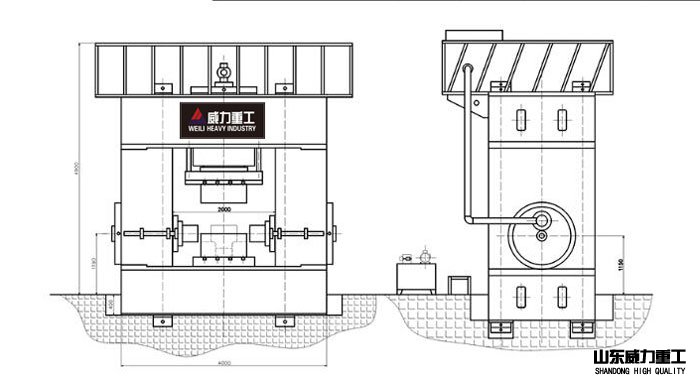
热锻三通管件压力机结构
压力机压制三通管件成型工艺方法。提供一种工艺简单,操作方便,三通管件加工质量好,大大减轻了劳动强度和劳动量,加工效率高等特点的压力机压制三通管件成型工艺方法。压力机压制三通管件成型工艺方法所采取的技术方案是压力机压制三通管件成型工艺方法,在热锻三通管件压力机上压制加工三通管件,其特点是成型工艺为,三通管件毛坯加热后送至压力机模具,压力机下拉杆升起穿过毛坯直角接头,然后将下拉环安装于下接杆上,用卡环卡住;压力机滑块下行,带动模具夹紧毛坯,毛坯与上模、下模封闭贴合;下拉梁带动下拉杆下行,下拉环在卡环和下拉杆带动下在毛坯直角接头内运动,扩大其直径,三通管件完成压制成型。

框架式压力机热锻工艺
压力机压制三通管件成型工艺方法。属于压力机技术领域。压力机压制三通管件成型工艺方法,在压力机上压制加工三通管件,其特征是成型工艺为,三通管件毛坯加热后送至压力机模具,压力机下拉杆升起穿过毛坯直角接头,然后将下拉环安装于下拉杆上,由卡环卡住;热锻三通管件压力机滑块下行,带动模具夹紧毛坯,毛坯与上模、下模封闭贴合;下拉梁带动下拉杆下行,下拉环在卡环和下拉杆带动下在毛坯直角接头内运动,扩大其直径,三通管件完成压制成型。热锻三通管件压力机具有工艺简单,操作方便,三通管件加工质量好,大大减轻了劳动强度和操作人员的劳动量,加工效率高等优点。关于三通管件热锻压力机厂家技术咨询:0632-5680515 18306370978(同微信)
本文由压力机厂家整理,转载请注明来自:www.hnyeyaji.com
下一篇:伺服630吨陶瓷粉末压力机可浮动压制 上一篇:热压头盔内胆压力机冷却器怎么安装?






