

快速薄板拉伸压力机几种拉伸方式?
本系列压力机为单动薄板拉伸压力机,特别适用金属薄板零件的拉伸成型、翻遍、弯曲和冲压工艺,也可以用于一般压制工艺。本机是专为铝制品厂、不锈钢制品厂制造的专用压力机,特别适用于铝质薄板拉伸和铝制品的压制成型及不锈钢的压制。
快速薄板拉伸压力机拉伸成型是一个冲压过程,将平板形成一个开放中空部分使用加工方法。拉伸作为冲压的主要工艺之一,得到了广泛的应用。拉伸工艺可用于制造圆柱形、长方形、梯形、球形、圆锥形、抛线型等不规则形状的薄壁冲压件。如果与其他冲压工艺相结合,还可以制造出更形状更复杂的零件。

快速薄板拉伸压力机
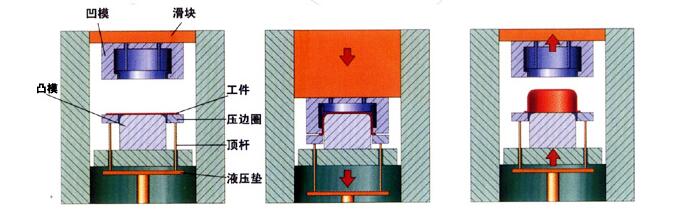
快速薄板拉伸压力机利用五金冲压系统对产品进行拉深加工,包括拉深加工,再拉深加工,反向拉深和细化拉深加工。快速薄板拉伸压力机拉深就是使用冲压装置,利用冲头的压力,将部分或全部平板拉入凹模型腔,使其形成具有底部的容器。平行于拉深方向的容器侧壁的加工是一种简单的拉深加工,而锥形容器、半球形容器和抛物面容器的拉伸加工也包括展开加工。
再拉伸法:为了增加成形容器的深度,必须对一次拉深不能完成的成形产品进行加工,以增加成型容器的深度。
反向拉伸法:将前一步骤中的拉伸工件反向拉伸,使工件内侧成为外侧,并使其外径变小。
减薄拉伸法:用冲头将成型容器挤压成比容器外径稍小的凹模腔,使底部容器的外径较小,壁厚较薄,既消除了壁厚偏差,又使容器表面容器光滑。
在使用快速薄板拉伸压力机进行金属冲压拉伸法时,通常有以下几种:
1、面板拉伸法
面板产品均为平板冲压件,表面形状复杂。在拉拔过程中,粗糙变形是复杂的,其成形性能不仅是拉伸成形,而且是深拉拔和膨胀复合成形。
2、椭圆拉伸法
凸缘上的坯料变形是拉伸变形,但变形量和变形率沿轮廓形状相应变化。曲率越大,坯料的塑性变形量越大;相反,曲率越小,坯料的塑性变形越小
3、台阶拉伸法
将左侧的初始绘图产品重新拉伸以形成右侧的阶梯底部。较深的部分在绘图开始时变形,较浅的部分在绘图的后期变形。变台阶部分的侧壁容易引起剪应力变形。
4、椭圆拉伸法
法兰上坯料的变形是拉伸变形,但变形和变形率随着轮廓形状的变化而变化。曲率越大,坯料的塑性变形越大,另一方面,曲率越小,坯料的塑性变形越小。
5、圆筒拉伸法
带法兰的圆柱形冲压件的拉伸,法兰和底部为平面形状,圆柱体侧壁为轴对称,变形均匀分布在同一圆周上,法兰上的毛坯产生拉深变形。

薄板拉伸专用压力机

山东威力重工拉伸压力机定做
快速薄板拉伸压力机性能特点:
计算机优化结构设计,四柱式结构简单,经济,实用;框架式结构采用予紧拉杆机身,滑块采用八面导轨导向,具有刚性好,精度高,抗偏载能力强。液压控制系统采用插装阀集成系统和油液冷却系统,动作可靠,使用寿命长,液压冲击力小,减少了连接管路与泄漏点。电气系统采用PLC控制,结构紧凑,工作灵敏可靠;机器具有调整、手动、半自动三种工艺方法。通过操作面板选择,不仅可以实现定程,定压两种成型工艺,而且液压垫可以实现顶起、不顶起、拉伸三种工艺循环。
快速薄板拉伸压力机适用领域:
本系列压机适用于拉伸、弯曲、成型、冲裁落料、翻边等各种冲压工艺,也可作大型拉伸模具的试压、研配。
快速薄板拉伸压力机可选配附件:
◆多种形式移动工作台
◆冲载缓冲装置
◆光电安全保护装置
◆位移压力传感比例控制装置
◆触摸式显示屏
◆打料装置(液压式或机械式)
◆模具快速夹紧换模机构
◆模具保护装置
◆导轨润滑装置等
定制多种吨位压力机,工作台,开口,行程,速度等参数可根据客户要求定制化生产!
生产吨位:5T-10000吨多种吨位均可定做
工作台面:200*200、300*300、400*400、500*500、600*600、800*800,1000*1000、 1200*1200,1300*1300,1500*1500,2000*2000,3000*3000,4000*4000等多种规格均可定做。
开口高度:100毫米至4000毫米
油缸行程:100,200,300,400,500,600,800,900,1000,1200,1500,1800,3200等
工作速度:可以设定多种快慢速度要求。
山东威力重工液压机厂家请电话咨询:0632-5680515 18306370978(同微信)
山东威力重工液压机厂家请电话咨询:0632-5680515 18306370978(同微信)
本文由压力机厂家整理,转载请注明来自:www.sdwlmc.com

下一篇:压制耐火砖机械设备-630吨压力机 上一篇:山东威力500吨拉伸压力机技术参数






