


400吨立卧一体压力机_热压锻造生产设备
产品分类: 多功能压力机
产品简介:400吨立卧一体压力机分为主缸合模,侧缸锻压,和侧缸合模,主缸锻压,各个油缸单独动作!本机主要是这四种工艺动作!单独动作工艺!多向挤压锻造压力机是山东威力重工机床有限公司应客户需求量身定做的一种快速锻造压力机,山东威力重工机床有限公司主要生产自由锻压力机,模锻压力机,多向挤压锻造压力机,快锻压力机和与压力机配套的操作机。
订购热线:18306370978


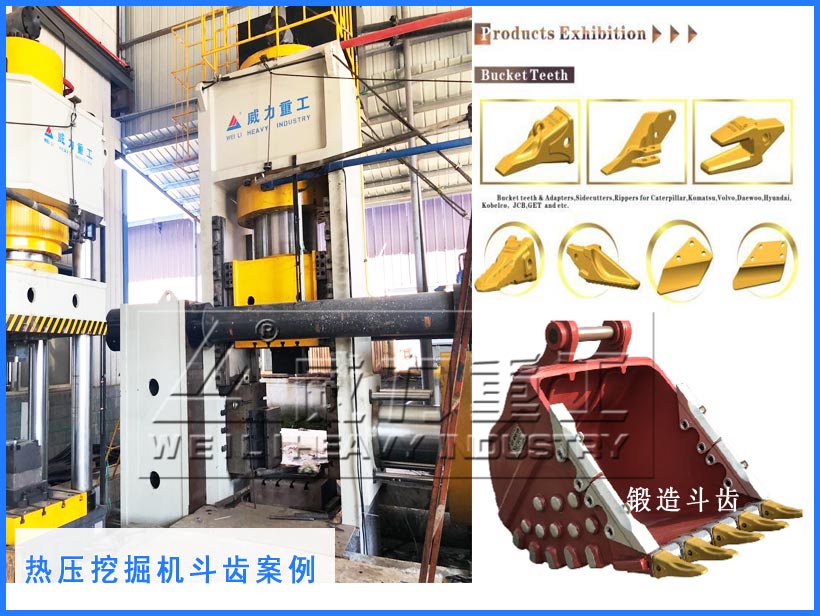
➤400吨立卧一体压力机分为主缸合模,侧缸锻压,和侧缸合模,主缸锻压,各个油缸单独动作!本机主要是这四种工艺动作!单独动作工艺!多向挤压锻造压力机在航空、石油、化工、汽车拖拉机制造、原子能工业中广泛应用,热压锻造有关中空架体、活塞、轴类、筒形件、大型阀体、管接头、飞机起落架、发动机机匣、盘轴组合件等。多向挤压锻造压力机是山东威力重工机床有限公司应客户需求量身定做的一种快速锻造压力机。
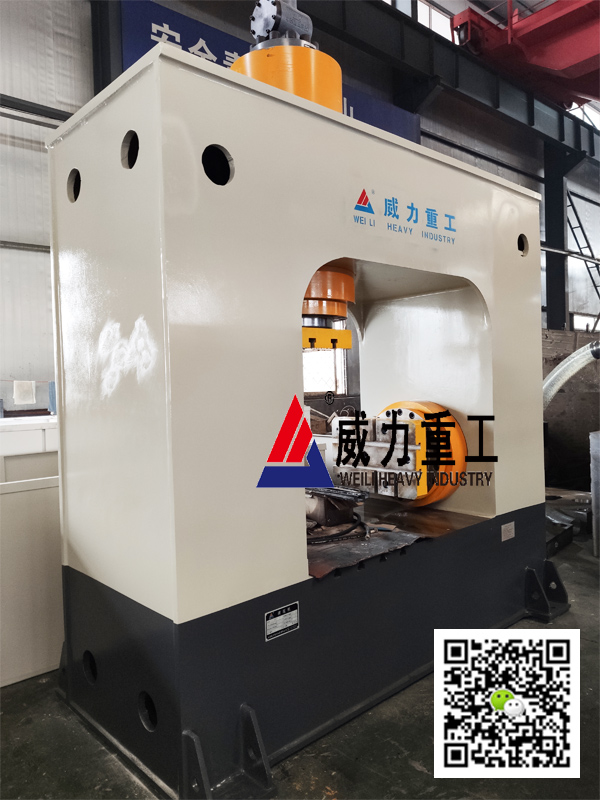
▶▶▶机器采用立卧组合结构,适于多分支和多孔腔锻件生产,能够加工一般模锻设备不能加工的形状复杂的中空模锻件,能实现水平分模与垂直分模模锻。多向模锻技术是一种先进精密、节能省材的锻造技术,主要用于汽车、机械、石油化工、锅炉制造、航空航天、船舶等行业多面体结构件的一次成形,可显著提高零件强度,降低生产成本,促进零件轻量化。经多向挤压锻造压力机生产的精密锻件可一火一次成型,内部金属流线连续,变形均匀,组织细密,与普通锻件相比,抗拉性能提高24.3%、伸长率提高87.3%,综合性能明显提高,已具备替代进口产品的能力。
▶▶▶本机由立式压力机与卧式压力机组成L型,立式压力机与卧式压力机由液压控制系统控制;其特征在于立式与卧式压力机通过加强筋连接,加强筋一端连接立式压力机上梁,另一端连接卧式压力机机架上部;立式压力机工作台右端与卧式压力机模具端活动连接,形成框架封闭式结构。工作时,通过卧式压力机的左端面上安装的右模,立式压力机上、下合模时作为左模,通过上、下、左、右模的作用,可生产出连杆类、蘑菇类、台阶类、活塞类不同类形的产品。

➤多向挤压锻造压力机以取代了锻锤,与锻锤相比,锻造压力机有很多优势:
※振动和噪声较小,不会扰民,满足环保的要求;
※效率高,特别是镦粗时,效率比锻锤要高很多倍;
※价格低,同当量的锻造压力机价格比锻锤要低很多(如800吨锻造压力机比5吨锤价格低50万以上)
※基础造价低,比锻锤的基础费用要节约一半以上,厂房也不要求防震。
※锻出的工件内外组合均匀性好,质量可靠,缺陷少。
※能使结构形状复杂锻件成形,显著提高材料利用率和减少机械加工工时。通过实践证明:多向模锻可获得形状高度复杂、尺寸精确、无飞边、无模锻斜度并带有孔腔、形状和尺寸最大限度地接近成品零件尺寸的锻件,从而显著提高零件的材料利用率。减少机械加工工时和大幅降低锻件成本。
※有助提高其力学性能,从大量多向模锻件的低倍检验结果看出,多向模锻件的金属流线沿锻件轮廓分布,有助于锻件力学性能有提高,此外,因多向模锻不产生飞边,也就是没有因为切边而产生流向未端外露的问题,这对零件的抗腐蚀性能尤为重要。多向模锻工艺的应用范围扩大到温度较窄和塑性较低的材料锻造。如这种温度较窄和塑性较低材料在普通锻造时,可能因出现存在拉应力的状态而使锻件产生裂纹导至报废,然而在多向模锻时由于坯料始终处于强烈的三向应力状态,金属的塑性较高,即使难变形的金属材料亦有可能承受锻造变形。
※模具结构简单,使用寿命长,制造成本低,使用维护方便,模具冷却与润滑效果好,因而多向模锻的模具使用寿命相对较高,这不但有利于提高生产效率,同时也使锻件生产成本降低。

✦✦✦山东威力重工机床有限公司主要生产自由锻压力机,模锻压力机,多向挤压锻造压力机,快锻压力机和与压力机配套的操作机。在待机状态下,可以保证电机处于静止状态,运行时可以改变速度和功率。在普通液压机\压力机中,电机总是在旋转,消耗大量电能。在运行中,速度和功率是恒定的。精确控制:锻造压力机可以在允许范围内设定多行程速度、精确停止和精确到达压力,锻造压力机由于管路和气缸的紧密性等因素,普通锻造压力机无法精确控制。锻造压力机例如自由锻造压力机和模锻压力机。工作对象是高温烧热工件,在一定压力下变形时需要快速锻造。当工件变形时,锻造压力机位于模腔中,不同的工件以不同的方式使用。霉菌。当工件变形时,锻压压力机不在模具中,按照一定的工艺可以实现自由变形,如上锻、拉拔、弯曲等自由锻造工艺。
✦✦✦热模锻的工艺流程最长,一般顺序为:锻坯下料;锻坯加热;辊锻备坯;模锻成形;切边;冲孔;矫正;中间检验,检验锻件的尺寸和表面缺陷;锻件热处理,用以消除锻造应力,改善金属切削性能;清理,主要是去除表面氧化皮、矫正、检查,一般锻件要经过外观和硬度检查,重要锻件还要经过化学成分分析、机械性能、残余应力等检验和无损探伤。锻造模具的设计特点:包括安装组件、成型组件,安装组件包括底模大板、设置在底模大板上的底模垫板、设置在底模垫板上方且通过下锁模螺丝与底模大板连接的底模外速板、设置在底模外速板上方且可上下移动的顶模大板、通过上锁模螺丝锁紧在顶模大板下端的顶模外速板、设置在顶模外速板中部的芯子固定板,成型组件包括通过芯子固定板与顶模外速板连接的凸模芯子、设置在底模垫板上的凹模一号板、设置在凹模一号板上的凹模二号板、设置在凹模二号板上的凹模三号板。


扩展阅读:
1.锻压车间传统下料的方法主要有哪两种?它们各有什么优缺点?
答:锻压车间传统下料的方法主要有一般棒料剪切法(剪床剪切、冲床剪切)和带锯下料两种下料方法。
剪断加工坯料的材料利用率高,切断速度快,主要适合于开式模锻时的下料工序。但剪断加工的材料断口品质不佳,有坍陷、变形、结疤、台阶、端面歪扭和倾斜等缺陷,倘使再加热不均,剪切装备的精度低和成形工艺过程时偏心受截等因素的影响,会使锻件品质下降,增加机加工工序。
采用金属带锯机床下料具有如下优点:
(1)下料切口损失小。
(2)下料精度高,切口断面的端部粗糙度低,垂直度好,弯曲小,长度偏差小,质量偏差小;金属带锯机的下料精度,特别是切口端部精度(包括粗糙度、垂直度、弯曲度等)均比其它下料方法高,长度重复精度好,粗糙度低,端面平整,无弯曲、歪斜、压塌等疵病。
(3)电能消耗小;
(4)操作人员少;
(5)生产效率高;
(6)对坯料弯曲度和直径公差要求不高;
(7)成本低廉。
2.哪一种下料方法最适合于精密模锻车间?为什么?
答:采用金属带锯机床下料最适合于精密模锻车间。因为它具有下料精度高,切口断面的端部粗糙度低,垂直度好,弯曲小,长度偏差小,质量偏差小;金属带锯机的下料精度,特别是切口端部精度(包括粗糙度、垂直度、弯曲度等)均比其它下料方法高,长度重复精度好,粗糙度低,端面平整,无弯曲、歪斜、压塌等疵病。因而适合于精密模锻,适合于精密模锻车间。
3.冷锻前必须对材料进行哪种预处理?为什么?热锻前需要这种预处理吗?
答:冷锻前必须对材料进行软化退火和磷化处理两个步骤。冷锻前对毛坯进行退火软化处理是冷锻过程中的一个重要工序,其目的是为了减小变形抗力,提高塑性。
热锻前不需要这种预处理。
4.热锻与温锻对坯料温度的要求有何相同点和不同点?
都要对金属进行加热是其相同点,热锻时的锻造温度高,锻造温度范围大,对温度要求不严格,温锻对坯料的温度的要求严格,因为它的锻造温度范围较低,较狭窄。
5.热锻与温锻相比有何优缺点?
答:热锻的优点是变形力小,对锻压设备所要求的投资少。
温锻的优点是氧化皮的生成比热锻少,因为锻造温度范围较低。
热锻的缺点是氧化皮多,加热时金属容易过烧。
温锻的锻造温度较热锻低,但要严格控制锻造温度范围,过高过低都不行。
6.什么叫自由锻?它的英文译名是什么?
答:自由锻是只使用简单工具利用上下砧直接使坯料成形。它的英文名是“open die forging”。
7.镦粗变形的主要特征是什么?如何减少镦粗变形后的鼓形度?
答:使坯料高度减小而横截面增大的锻造工序称为镦粗。镦粗变形的主要特征是变形不均匀,产生鼓形。要减少镦粗变形后的鼓形度,即使变形较为均匀主要要做到:
(1) 预热模具,使用润滑剂预热模具可以减小模具与坯料之间的温度差,有助于减小金属坯料的变形阻力,使用润滑剂可减小金属坯料与模具之间摩擦,降低鼓形缺陷。
(2) 侧凹坯料镦粗采用侧面压凹的坯料镦粗,在侧凹面上产生径向压力分量,可以减小鼓形,使坯料变形均匀,避免侧表面纵向开裂。获得侧凹坯料的方法有:铆镦、端面辗压。
(3) 软金属垫镦粗 将坯料置于两软金属垫之间进行镦粗,如图4-6所示。由于软金属垫易于变形流动,对坯料产生向外的主动摩擦,使端部金属在变形过程中不易形成难变形区,从而使坯料变形均匀。
(4) 叠料镦粗 叠料镦粗主要用于扁平的法兰类锻件。可将两坯料叠起来镦粗,直到出现鼓形后,把坯料翻转180o 对叠,再继续镦粗获得较大的变形量。
(5) 套环内镦粗 在坯料外圈加一个碳钢套圈。以套圈的径向压应力来减小坯料由于变形不均匀而引起的表面附加拉应力,锻粗后将外套去掉。主要用于镦粗低塑性的高合金钢等。
8.什么叫锻造比?它有什么作用?
答:拔长的变形程度是以毛坯拔长前后的截面积之比——锻造比(简称锻比)表示。锻比大小反映了锻造对锻件组织和力学性能的影响,表示锻件在锻造(拔长)成形时变形程度,是保证锻件品质的一个重要指标。



山东威力重工机床有限公司快速四柱压力机按吨位分为:100吨四柱压力机、200吨四柱压力机、315吨四柱压力压力机机、400吨四柱压力机、500吨四柱压力机、1000吨压力机等大型压力机设备。压力机按结构分为:三梁四柱压力机、二梁四柱压力机 、单臂压力机、龙门压力机(也称框式压力机)及五金专用压力机、锻压拉伸压力机、不锈钢制品成型压力机、粉末制品成型压力机、塑料成型压力机、钢木门压花压力机、汽车箱板压力机、汽车内饰压力机、密胺制品压力机、防盗门压力机、玻璃钢压力机、复合井盖压力机、电机铁芯压装压力机、砂轮成型液压机、汽车衬套压装机、校直机等其它专用压力机。
山东威力专业生产四柱压力机厂家对于客户特殊要求定制的压力机可以特别设计生产,很大限度满足客户的生产工艺要求。我公司拥有大型机加车间、机加设备及配套的相关技术工人,具有铸造,加工、组装,一次性完成的能力,保证每台出厂产品的质量!销售热线:0632-568051518306370978!
售后服务承诺:
山东威力重工机床有限公司(简称:威力重工原鲁南锻压机床厂)位于中小机床之都-山东滕州。威力重工是集各种机床的生产、销售与售后服务为一体的综合性集团型企业。我们始终坚持“科技率先、优质高效、客户至上、遵信守约”的宗旨,注重产品质量与售后服务,赢得用户极佳的声誉。对此特作出以下郑重承诺:
一、我公司采用专用客户管理系统对售出设备进行管理,为每个客户建立专用的电脑档案,对客户设备各项相关资料进行历史记录,以保证定时提醒售后服务部门针对用户设备进行跟踪服务。
二、质保期:国家标准,质保期一年(以签订合同之日起),终身维修。
三、关于主机元器件更换的承诺:
1)质保期内任何元器件非人为原因和不可抗力原因发生故障,我公司将免费更换,不收取任何费用(易损件正常更换除外)。由于人为原因造成的系统故障,我公司将会收取材料费、人工费及差旅费。
2)质保期到期后,配件及元器件发生故障,我公司将收取材料费、人工费及差旅费。
四、关于配件及元器件更换的承诺:
1)质保期内,所需更换易损件的价格按耗材价格表执行,不另收取人工费及差旅费。
2)质保期到期后,所需更换易损件的价格按原价格执行,另收取人工费及差旅费,若易损件出现质量问题或运行时间未达到易损件价格表中承诺的更换周期,我公司将免费提供,直至达到承诺的更换周期为止。
五、售后服务计划的承诺:
1)负责贵方的操作人员的技术培训及现场操作技术培训等。
2)用户提出的技术问题咨询或要求指导,我公司会及时给予解释和帮助。我公司保证与用户保持长期、良好的技术交流和协作关系。
3)售后服务监督电话:0632-5863818
4)若设备系统发生故障,我公司在接到贵方的电话通知后,1小时内做出回应,三小时内提出排除故障的解决方案,以确保恢复系统正常运行,如需上门服务,省内24小时到位,省外48小时到位(偏远地区除外)。
山东威力重工机床有限公司
")
")



* 表示必填订购:400吨立卧一体压力机_热压锻造生产设备
四柱压力机
- 315吨四柱式拉伸压力机(浅拉伸、深拉伸)
最新资讯
联系我们
全国咨询热线:18306370978
邮箱:weilijichuang@163.com
地址:山东省滕州市经济开发区春藤东路999号